Abstreckgleitziehen
17
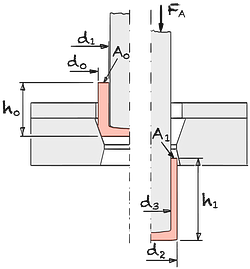
Abb. 1
Abstreckgleitziehen
A0 Randfläche Vorzug A1 Randfläche Weiterzug
d0 Außendurchmesser Vorzug d1 Innendurchmesser Vorzug d2 Außendurchmesser Weiterzug d3 Innendurchmesser Weiterzug h0 Höhe Vorzug h1 Höhe Fertigzug
Beim Abstreckgleitziehen wird ein tiefgezogener Napf vom Stempel aufgenommen und komplett durch die Matrize gezogen. Dies führt zu einer Verringerung der Wandstärke, während die Dicke des Bodens unverändert bleibt.
Zu Beginn des Ziehprozesses wird die Abstreckkraft zunächst über die Bodenfläche aufgenommen. Sobald die Zarge am Stempel anliegt, trägt die Reibung zwischen dem Stempel und der Zarge teilweise zur Übertragung der Ziehkraft bei.57
Gl. 1
Gl. 2
Gl. 3
Gl. 4
Gl. 5
| Umformgrad | φ | = | |||
| Querschnittsdehnung | εA | = | % | ||
| Abstreckkraft | FA | = | kN | ||
| Bodenreißkraft | FBR | = | kN | ||
| Arbeit Abstrecken | WA | = | kJ |
| Stempeldurchmesser | d0 | = | mm | |||
| d1 | = | mm | ||||
| d2 | = | mm | ||||
| d3 | = | mm | ||||
| Mittlere Kaltverfestigung | kfm | = | MPa | |||
| Zugfestigkeit | Rm | = | MPa | |||
| Mittelwertfaktor Abstrecken | mA | = | ||||
| Höhe | h1 | = | mm |
Ber. 1
Umformgrad Abstreckgleitziehen
Die Kraft, die erforderlich ist, um den Boden zu reißen, muss stets größer als die Abstreckkraft sein. Dies definiert daher die Grenzen des Verfahrens.
Beim Abstreckgleitziehen liegt der Mittelwertfaktor mA tendenziell hoch und somit nahe 1.
Werkstoff | φzul |
|---|---|
Al99,5-99,8, AlMgSi1, AlMg 1, AlCuMg1 | 0,35 |
AlMg 2 | 0,35 |
Ms63 (CuZn37) | 0,45 |
Ck10 - Ck15, Cq22 - Cq35 | 0,45 |
42CrMo4, 16MnCr5, Cq45 | 0,35 |
Tbl. 1 Umformgernzen mit 1 Ziehring 12 | |
Höhere Umformgrade sind durch Zwischenglühen erreichbar.
12
Tschätsch, H. / Praxis der Umformtechnik / Vieweg / Wiesbaden / 2003 / 7. Auflage
57
Lange, K. et al. / Fließpressen / Springer / Stuttgart / 2008 / 1. Auflage. Auflage