Tiefziehen & Spritzgießen

Mit der innovativen Kombination aus Tiefziehen und Spritzgießen, ermöglicht durch eine spezialisierte Spritzgießmaschine und ein zweistufiges Verbundwerkzeug entwickelt von Arburg und der Firma 4Ming® in Bretten, können Kombinationsprodukte aus Metall und Kunststoff in einem einzigen Arbeitsgang hergestellt werden. Diese Methode ist besonders attraktiv für Kunststoffverarbeiter, die nicht die zusätzliche Investition in eine Metallbearbeitungspresse tätigen und die Vorfertigung nicht an einen externen Anbieter auslagern möchten.
In einem spezifischen Beispiel wird eine Kombination aus Tiefzieh- und Spritzgießwerkzeug zur Herstellung einer Schale verwendet. Der tiefgezogene Teil der Schale besteht aus Edelstahl (1.4301) und wird in einem zweiten Schritt im gleichen Werkzeug mit einem Kunststoffrand umspritzt.
Die Arbeitsweise ist wie folgt: Während der Schließbewegung formt das zweistufige Werkzeug aus einem Metallzylinder die Schale. Ein Arburg 3-Achs-NC-Handling-System entnimmt die Schale mit beidseitigen Saugern aus dem Tiefziehbereich.
Im Spritzgießbereich wird die Schale dann mit einem Rand aus Kunststoff umspritzt. Beide Prozesse laufen somit gleichzeitig ab: Mit jedem Zyklus entsteht ein tiefgezogenes Metallteil und ein umspritztes Fertigteil.
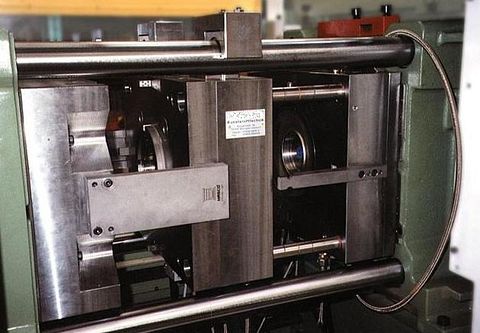
Die Maschine ist so konstruiert, dass der Tiefziehbereich der Form auf der beweglichen Seite und das Spritzgießwerkzeug auf der festen Schließseite liegen. Über einen Klinkenzug wird der Öffnungs- und Schließvorgang beider Ebenen des Werkzeugs so gesteuert, dass sich beim Schließen der Form der Spritzgießbereich immer vor dem Tiefziehgerät schließt. Der Umformprozess erfolgt mechanisch durch hydroelastisches Tiefziehen. Der Niederhalter wird durch die Schließbewegung des Werkzeugs nach hinten bewegt und der Ziehstempel dadurch nach vorne. Dadurch wird das Material gleichzeitig gedehnt und gestaucht, wodurch es zu einem Hohlkörper umgeformt wird. Der Spritzgießbereich des Werkzeugs unterscheidet sich nicht wesentlich von einer herkömmlichen Form.