Innenhochdruckumformen von Ziehteilen
Das Innenhochdruckumformen eignet sich hervorragend zur Herstellung von Tiefziehteilen mit Hinterschneidungen. Hierbei handelt es sich um ein Verfahren, bei dem das Blech durch ein unter Druck stehendes Fluid gegen eine Matrize geformt wird.

Becherförmige Tiefziehteile werden durch Umformung mit Fluid in Wannenform gebracht. Bei Kleinserien erfolgt das Befüllen des Tiefziehguts manuell. Um ein Entformen des umgeformten Tiefziehteils zu ermöglichen, muss die Formhälfte zweigeteilt sein.
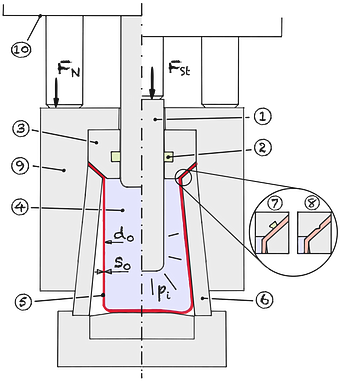
Für die Erzeugung eines Innendrucks pi muss das Tiefziehgut mit Fluid ④ gefüllt sein. Der Dichthalter ③ dichtet das Fluid gegen die Atmosphäre ab. Gleichzeitig drückt der Matrizenhalter ⑨ auf die beiden Matrizen-Formhälften ⑥. Nun dringt der Stempel ① in das Fluid ④ ein, wodurch der Innendruck steigt, bis das Metall an den Formmatrizen ⑥ anliegt. Diese müssen mindestens zweigeteilt sein, um ein Entformen des Hinterschnitts zu gewährleisten.
Wird am Flansch eine Polymer-Dichtung ⑦ zur Abdichtung verwendet, kann beim Umformen Material vom Flansch in die Kavität nachfließen, wodurch die erreichbaren Bodenradien kleiner werden. Wird hingegen eine Ringzacken-Dichtung ⑧ verwendet, wird der Blechfluss behindert und es muss mit größeren Bodenradien gerechnet werden.
Um dieses Verfahren auf einer einfachwirkenden Presse durchführen zu können, muss zwischen dem IHU-Werkzeug und der Presse ein Ziehkissen positioniert sein.
Der maximale Innendruck pi darf nicht zu einer Einschnürung der Tiefziehteilwand führen. Zur Abschätzung des zulässigen Innendrucks kann in erster Näherung die Membrangleichung herangezogen werden.*
| Maximaler Innendruck | pi max | = | MPa |
| Blechstärke | s0 | = | mm | |||
| Zugfestigkeit | Rm | = | MPa | |||
| Stempeldurchmesser | d0 | = | mm |