Reibung & Tribologie
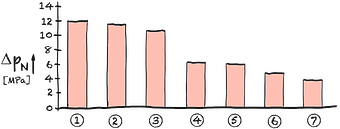
Die tribologischen Bedingungen bei der Blechumformung können durch verschiedene Maßnahmen beeinflusst werden. Ein Maß für den Einfluss sind die maximal erreichbaren Kontaktnormalspannungen bei Streifenziehversuchen. Ein günstiges tribologisches System ermöglicht hohe Kontaktnormalspannungen, ohne dass es zu Reißern kommt. Den größten Einfluss hat die Blech-Topografie, gefolgt von Schmierstoffart und Schmierstoffmenge.23
Die mittleren Reibwerte μ zwischen den Wirkflächen Blech und Werkzeug liegen typischerweise bei 0,05 bis 0,20 und können somit um den Faktor 4 variieren.3 Da in den Gleichungen für die Umformkräfte die Reibwerte meist linear einfließen, wird die hohe energetische Bedeutung eines günstigen Reibsystems schnell klar.
Streifenziehversuche mit Biegeumlenkung zeigen tendenziell höhere Reibwerte. Niedrige Gleitgeschwindigkeiten bedeuten höhere Reibwerte.23
Qualität | μ | Tribosystem | Blechtopografie | Blechfluss |
|---|---|---|---|---|
Sehr Gut | 0,05 | TiC/TiN Schmierstoff ≥ 3 g/m2 VZ = 400 mm/s | EDT SBT | Eben |
Gut | 0,1 | Ziehfolie Polierte Oberfläche Ampco | EBT EDT LT SBT | Eben |
Mittel | 0,15 | Mittlere Beölung Werkzeug nicht poliert | EBT EDT LT SBT | Biegung |
Schlecht | 0,2 | Schmierstoff ≤ 1,5 g/m2 Werkzeug nicht poliert VZ = 25 mm/s | EBT | Biegung |
Tbl. 1 Mittlere Reibwerte Blechumformung323 | ||||
Der Reibwert μ wird durch folgende Parameter beeinflusst:
- Schmierstoff & Viskosität
- Werkzeugwerkstoff
- Werkzeugzone
- Beanspruchungsdauer Werkzeug
- Werkzeugbeschichtung
- Werkzeugtopografie
- Werkzeuggeometrie
- Oberflächenstruktur des Bleches
- Ziehgeschwindigkeit
- Flächenpressung
- Temperatur
Werkzeugzone
In der Umformzone ist die Reibungszahl μ am Matrizenradius durch die überlagerte Biegung deutlich höher ( μ = 0,15 - 0,22 ) als unter dem ebenen Blechhalter ( μ = 0,05 - 0,10 ).23
Ziehgeschwindigkeit
Höhere Umformgeschwindigkeiten VZ reduzieren im Allgemeinen die Reibung was auf hydrodynamische Effekte zurückzuführen ist.
Werkzeuggeometrie
Durch neuzeitliche Matrizenradien (z.B. Superellipse) können die maximal auftretenden Kontaktnormalspannungen beim Tiefziehen signifikant reduziert werden. Dies vermindert die Blecheinebnung und verbessert das Einfließen des Schmierstoffes in die Umformzone.24
Beanspruchungsdauer Werkzeug
Zunehmender Werkzeugverschleiß ebnet die Werkzeugtopografie ein und führt zu einer Verschlechterung des Reibsystems. Häufige Wartungsintervalle können dem entgegenwirken.
Schmierstoffviskosität & Temperatur
Die Viskosität des Öls ist für den Reibwert entscheidend. Ein Schmierstoff mit hoher Viskosität kann von der Topografie besser in der Umformzone gehalten werden als ein niedrigviskoser. Wird das Werkzeug warm wird die Ölviskosität niedriger.
Flächenpressung
Durch tangentiale Druckspannungen kann das Blech aufdicken. Da sich der Blechhalter nur noch lokal abstützt, können hohe Kontaktnormalspannungen pN bis hin zur Fließgrenze entstehen. Dies führt zu einer Einebnung der Oberflächentopologie des Bleches und somit zu einer Veränderung der Reibwerte.
Schmierstoffmenge
Je höher die Schmierstoffmenge desto geringer sind die Reibwerte. Auf die Bleche werden je nach Umformschwierigkeit mehr oder weniger Öl aufgebracht:
- 1,5 g/m2 je Seite für leichte Umformung
- 2 g / m2 je Seite für mittlere Umformung
- 2,5 - 3 g/ m2 für schwierige Pressteile, ggf. mit partiellem Zusatzschmieren
Oberflächenstruktur
Eine glatte Blechoberfläche ist ungünstig, da bei schwierigen Umformvorgängen keine ausreichende Schmierstoffmenge zwischen Blech und Werkzeug gehalten werden kann. Als wichtigste Topografiekenngrößen beeinflussen die Feinheit, die Abgeschlossenheit und die Leere das Reibungsverhalten.23
Zu den Oberflächenstrukturen zählen:
- SBT Shot Blast Texturing
- EDT Electrical Discharge Texturing
- LT Laser Texturing
- EBT Electron Beam Texturing