Nachformen & Kalibrieren
Das Tiefziehverfahren erfordert oft größere Matrizenradien als am finalen Blechteil gewünscht sind. Daher besteht die Möglichkeit, die Radien in einem separaten Arbeitsgang nachzuformen. Dieses Verfahren wird oft auch als Nachschlagen oder Kalibrieren bezeichnet.
Da das Bauteil im Werkzeugspalt stecken bleiben kann, sind beim Nachformen Auswerfer zu berücksichtigen.
Aufgrund der Volumenkonstanz und der geänderten Linienführung über kleinere Radien, kommt es zu einem Nachfließen des Werkstoffs. Dieses kann erhebliche Ausmaße annehmen. Wird dieses Nachfließen des Werkstoffs durch das Werkzeug behindert, führt dies zu Spannungen, Blechausdünnungen und erhöhten Stempelkräften.
| Stempelkraft | FSt | = | kN | ||
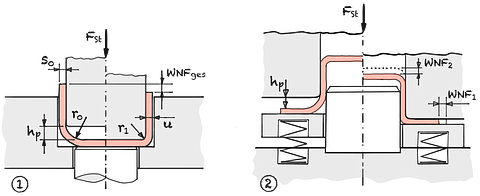
| Prägehöhe | hp | = | mm | ||
| Werkstoffnachfließen | WNFges | ≤ | mm | ||
| Nachformarbeit | WN | = | J |
| Korrekturwert | K | = | ||||
| Stempelumfang | lU | = | mm | |||
| Zugfestigkeit | Rm | = | MPa | |||
| Anfangsradius | r0 | = | mm | |||
| Endradius | r1 | = | mm | |||
| Blechstärke | s0 | = | mm | |||
| Prägespalt | u | = | mm |
Die Stempelkraft FSt ist die empfohlene Mindeststempelkraft. Höhere Kräfte bringen nur eine geringe Verbesserung der Maßabweichung. 21
Zugfestigkeit | Korrekturwert K |
|---|---|
Rm ≤ 500 MPa | 2,3 |
Rm > 500 MPa | 2,6 |
Tbl. 1 Korrekturwert K | |
Der Korrekturwert K liegt für weiche Stähle mit Rm < 500 MPa bei 2,3. Für höherfeste Stahlgüten mit einem Rm > 500 MPa wird ein Korrekturwert von 2,6 empfohlen.