Durchstellen
14
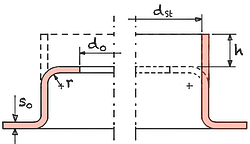
Abb. 1
Durchstellen
d0 Lochdurchmesser dSt Stempeldurchmesser h Kragenhöhe r Stempelradius s0 Blechdicke
Für die Herstellung hoher Kragen ist es notwendig, mehrere Schritte zu befolgen. Zunächst muss das Material vorgezogen werden. Anschließend erfolgt das Lochen, bei dem ein Loch in das vorgezogene Material gestanzt wird. Schließlich wird der verbleibende Restboden durchgestellt. Dieser Prozess stellt sicher, dass der Kragen die gewünschte Höhe erreicht, während gleichzeitig die strukturelle Integrität des Materials erhalten bleibt.38
Gl. 1
Gl. 2
| Höhe | h | = | mm | ||
| Aufweitung | A | = | % |
| Vorlochdurchmesser | d0 | = | mm | |||
| Stempeldurchmesser | dSt | = | mm | |||
| Radius | r | = | mm | |||
| Blechstärke | s0 | = | mm |
Ber. 1
Höhe h
Gl. 3
| Vorlochdurchmesser | d0 | = | mm |
| Stempeldurchmesser | dSt | = | mm | |||
| Radius | r | = | mm | |||
| Höhe | h | = | mm | |||
| Blechstärke | s0 | = | mm |
Ber. 2
Vorlochdurchmesser d0
Die Kraftberechnung für die Stempelkraft beim Durchstellen erfolgt gleich dem Kragenziehen.
38
Romanowski / Handbuch der Stanzereitechnik / Technik Verlag Berlin / Berlin / 1968 / 4. Auflage