Schneiden
12
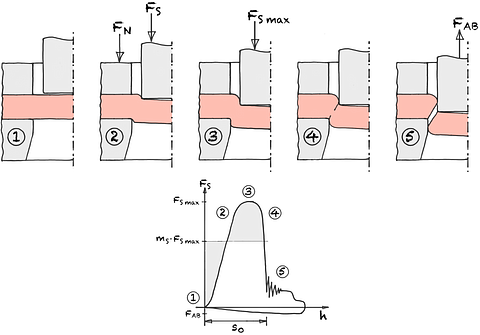
Abb. 1
Phasen & Kraftverlauf beim Schneiden9
FN Niederhalterkraft FS Schneidkraft FS max maximale Schneidkraft FAB Abstreifkraft h Schneistempelweg mS Mittelwertfaktor s0 Blechdicke
Beim Prozess des Blechschneidens können mehrere Phasen unterschieden werden:
- Klemmen des Blechs zwischen Niederhalter und Matrize, sowie das Aufsetzen auf das Blech.
- Elastische Verformung des Blechwerkstoffs.
- Plastische Verformung des Blechwerkstoffs.
- Die Trennphase.
- Die Ausschwingphase, bei der das geschnittene Teil ausgestoßen wird und der Stempel zurückgezogen wird.
Die für das Schneiden notwendige Kraft ist von verschiedenen Faktoren abhängig: 25
- Länge und Form der Schnittlinien.
- Dicke des Blechs.
- Scherfestigkeit des Bleches.
- Schärfe der Schneiden.
- Größe des Schneidspaltes.
- Oberflächenbeschaffenheit der Druck- und Freiflächen des Stempels und der Schneidplatte.
- Art der Schmierung.
Es sollte beachtet werden, dass abgenutzte Schneiden die Schneidkraft um bis zu 60 % erhöhen können.50
Der Mittelwertfaktor mS schwankt zwischen 0,4 und 0,7. Bei spröden Werkstoffen gelten größere Schneidspalte und bei größeren Blechdicken kleinere Werte. Umgekehrt sind größere Werte bei zähen Werkstoffen, kleineren Schneidspalten und dünneren Blechen zu verwenden.9
9
Siegert, K. / Blechumformung / Springer Vieweg / Berlin / 2015 / …
25
Semmlinger, E.; Hellwig, W. / Spanlose Fertigung: Schneiden-Biegen-Ziehen / Vieweg Fachbücher / … / 1990 / 4. Auflage
50
Lange, K. et al. / Umformen und Feinschneiden / Edelstahlwerke Buderus AG / Bern/Schweiz / 1997 / 1. Auflage