Kragenziehen

In einem vorgelochten Blech (b) wird ein Stempel (a), dessen Durchmesser (dSt) größer ist als der ursprüngliche Lochdurchmesser (d0), durch das Vorloch gedrückt. Dadurch wird der Lochdurchmesser erweitert und es entsteht ein Blechdurchzug am Fertigteil (c).819
Blechdurchzüge können in beliebiger Form als Lagerungs-, Fixierungs- und Distanzierungselemente an ebenen und geformten Blechen, aber auch an Rohren, verwendet werden. Häufig sind in den Blechdurchzügen Innengewinde eingearbeitet. Sie bieten somit eine Vielzahl von Anwendungsmöglichkeiten in der industriellen Fertigung.
| Aufweitung | A | = | % | ||
| Aufweitgrad | φA | = |
| Stempeldurchmesser | dSt | = | mm | |||
| Vorlochdurchmesser | d0 | = | mm |
Während des Umformungsprozesses treten die größten Spannungen an der Lochkante auf. Wenn die Aufweitung A zu groß gewählt wird, kann dies zum Platzen des Kragens führen. Daher sind die Aufweitung und der Grad der Aufweitung entscheidend, um die Verfahrensgrenzen zu bestimmen. Sie stellen eine kritische Größe dar, die sorgfältig kontrolliert und auf die spezifischen Eigenschaften des Materials abgestimmt werden muss, um eine zu starke Beanspruchung und folglich Beschädigungen des Materials zu verhindern.
| Kragenhöhe | hK | = | mm |
| Konstante | C | = | ||||
| Matrizendurchmesser | dM | = | mm | |||
| Vorlochdurchmesser | d0 | = | mm | |||
| Blechstärke | s0 | = | mm |
Die erreichbare Kragenhöhe ist eine zentrale Größe für den Anwender. Allerdings ist es aufgrund der Vielzahl an Einflussfaktoren oft schwierig, diese genau abzuschätzen. Die Gleichung, die für die Bestimmung der Kragenhöhe verwendet wird, ist vor allem auf enge Kragen anwendbar.
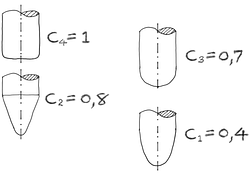
Der Faktor C in dieser Gleichung variiert je nach Werkstoff: Er ist für weichere Materialien etwas größer und für härtere Materialien etwas kleiner zu wählen. Diese Variationen berücksichtigen die unterschiedlichen Eigenschaften der Materialien und sorgen dafür, dass die Gleichung zu genauen und zuverlässigen Ergebnissen führt.
| Stempelkraft | FSt | = | kN | ||
| Ausstoßkraft beim Kragenziehen | FK e | = | kN |
| Stempelfaktor | Ci | = | ||||
| Stempeldurchmesser | dSt | = | mm | |||
| Blechstärke | s0 | = | mm | |||
| Vorlochdurchmesser | d0 | = | mm | |||
| Zugfestigkeit | Rm | = | MPa |
| Kragenhöhe | hK | = | mm |
| Matrizendurchmesser | dM | = | mm | |||
| Vorlochdurchmesser | d0 | = | mm | |||
| Matrizenradius | rM | = | mm | |||
| Blechstärke | s0 | = | mm |
| Kragenhöhe | hK | = | mm |
| Matrizendurchmesser | dM | = | mm | |||
| Vorlochdurchmesser | d0 | = | mm |