Falten 2. Art
Bei der Formgebung von nicht-zylindrischen Ziehteilen, also z.B. bei runden oder mehreckigen Teilen, berührt der Stempel das Blech, nachdem die Werkzeughälften geschlossen sind. Während des weiteren Niedergangs des Stempels werden gedachte konzentrische Kreisringe auf der Ausgangsfläche des Blechs in Kreisringe mit kleinerem Radius umgeformt. Durch den resultierenden geometrischen Materialüberschuss entstehen tangentiale Druckspannungen.
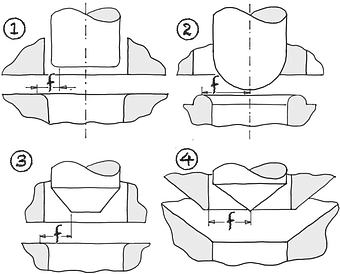
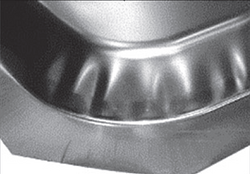
Wenn nun ein zu großer Abstand f zwischen dem Stempelrücken und dem Ziehradius besteht, kann es zu einer weitreichenden, werkzeugungebundenen, also freien Umformung kommen. In diesem Fall können die Druckspannungen zu Falten zweiter Ordnung führen. Diese sind eine besondere Versagensart beim Tiefziehen, die bei nicht-zylindrischen Ziehteilen auftreten kann.44