Unzylindrisches Ziehen
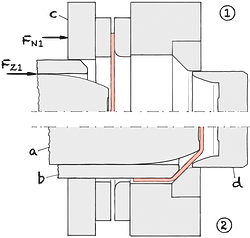
In diesem Prozess wird das Blech zunächst fest vom Blechhalter eingespannt. Danach formt der zweigeteilte Ziehstempel das Blech in einer Vorzugform, wobei der Blechboden in weiten Bereichen konisch ausgeführt wird. Hier ist es entscheidend, den Bodenwinkel so zu gestalten, dass gerade kein Bodenreißer auftritt.43
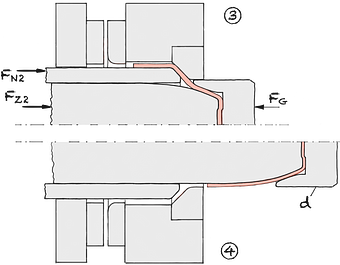
In diesem fortgeschrittenen Stadium des Tiefziehprozesses wird der Vorzugstempel zum Blechhalter des zweiten Zuges. Der Stempel für den Fertigzug beginnt dann, das Blech in die mitlaufende Matrize zu formen. Während dieses Prozesses übt die mitlaufende Matrize die notwendige Haltekraft aus, um das Blech sicher und effizient in die gewünschte Form zu bringen.
In den weiteren Schritten des Prozesses wird dann der Durchzug durchgeführt. Dabei wird das Blech weiter vom Stempel für den Fertigzug in die mitlaufende Matrize geformt. Dieser Prozess sorgt dafür, dass das Blech seine endgültige Form erhält. Es ist wichtig zu beachten, dass während dieses gesamten Prozesses das richtige Gleichgewicht zwischen der angewendeten Kraft und der mechanischen Belastbarkeit des Blechs gewahrt werden muss, um die bestmögliche Qualität des endgültigen Tiefziehteils zu gewährleisten.43