Prägekraft Hohlprägen

The punch circumference lU , the wall thickness smin and the yield strength at the thinnest point are decisive for the calculation of the punch force in embossing.2514
For a conservative estimate, smin = s0 and kf = Rm is set.
The ejection force Fab is only relevant for high flank angles close to 90°.
| Stempelkraft | FSt | = | kN | ||
| Abstreifkraft | Fab | = | kN | ||
| Arbeit Hohlprägen | WH | = | kJ |
| Stempelumfang | lU | = | mm | |||
| Minimale Blechdicke | smin | = | mm | |||
| Mittlere Kaltverfestigung | kfm | = | MPa | |||
| Flankenwinkel | α | = | ° | |||
| Lichte Höhe | h | = | mm | |||
| Mittelwertfaktor Hohlprägen | mH | = |
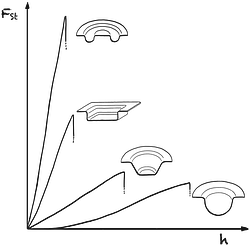
Die Kraftverläufe unterschiedlicher Geometrien sind ähnlich. Es zeigt sich, dass der Mittelwertfaktor mH bei allen Formen nahe 0,5 liegt.
Bei rinnenförmigen Sicken ist darauf zu achten, den Stempelumfang lU korrekt zu bestimmen. Sowohl die aufsteigende Sickenflanke als auch die absteigende Sickenflanke müssen bei der Berechnung des Stempelumfanges berücksichtigt werden.
Die Prägekraft ist nicht eine Funktion der projizierten Stempelfläche. Soll allerdings die Hohlprägung im oberen Totpunkt (UT) im Sinne eines Richtvorganges nachgeformt werden, so ist die ermittelte Prägekraft analog zum Gesenkprägen zu erhöhen.