Prägehöhe Hohlprägen
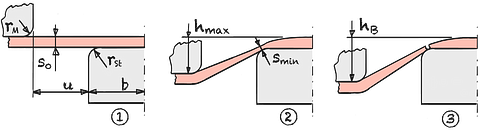
Der phänomenologische Ort der dünnsten Stelle befindet sich am Berührpunkt des Bleches mit dem Stempelradius. Nach Erreichen einer Höhe hmax beginnt die Einschnürung.
Aufgrund der signifikanten Reduzierung der Blechdicke s0 sowie der zunehmenden Veränderung der Oberflächenstruktur durch Orangenhautbildung und Mikrorissbildung wird die maximale Prägehöhe 85 % der Bruchhöhe definiert.20
| Prägehöhe | hmax | < | mm | ||
| Minimale Blechdicke | smin | = | mm |
| Breite | b | = | mm | |||
| Verfestigungsexponent | n | = | ||||
| Stempelradius | rSt | = | mm | |||
| Prägespalt | u | = | mm | |||
| Matrizenradius | rM | = | mm | |||
| Blechstärke | s0 | = | mm |
Die maximale Prägehöhe ist hauptsächlich vom Verfestigungsexponenten und vom Stempelradius abhängig. Diese Gleichung wurde durch Regressionsrechnung basierend auf rotationssymmetrischer Modellwerkstücken entwickelt.20
Die Gleichung für die Prägehöhe ist anzuwenden, wenn folgende Bedingungen gelten:
- weiche unlegierte Stähle
- 15 ≤ b ≤ 50
- 2 ≤ rSt ≤ 20
- 2 ≤ rM ≤ 10
- 2 ≤ u ≤ 17,5
Die Verfestigungsexponenten entnehmen Sie bitte der Werkstofftabelle.
Ein Vergleich verschiedener Geometrien hat gezeigt, dass Schmierung nur einen geringen Einfluss auf die Steigerung der maximalen Bodenhöhe hat (etwa 7 % Steigerung bei beidseitigem Schmierstoffauftrag). Durch Änderungen der Geometrie hingegen lässt sich die Prägehöhe um bis zu 120 % steigern.14