Matrizeneinlaufwinkel
4.5
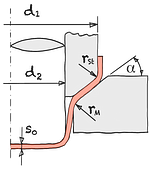
Abb. 1
Matrizeneinlaufwinkel
α Einlaufwinkel d1 Vorzugdurchmesser d2 Weiterzug-Durchmesser rM Matrizenradius rSt Stempelradius s0 Blechdicke
Bei größeren Ziehverhältnissen existiert zwischen den beiden Umlenkradien rM und rSt eine gerade Strecke, die zur Minderung der Biegebeanspruchung kegelig um den Winkel α zur Horizontalen geneigt ist.
Für verschiedene Werkstoffe beträgt der Einlaufwinkel29
- Edelstahl α = 35°
- Aluminium α = 45°
Wenn d1/s0 > 100, beträgt die Einlaufschräge α = 38°.
Wird d1/s0 zwischen 50 und 100 ermittelt, so wird die Einlaufschräge α = 45° gewählt.28
Die optimale Einlaufwinkel α wird in27 mit 45° angegeben.
29
Mönig, Elmar / Tiefziehen rotationssymmetrischer Blechformteile / unveröffentlicht / Bestwig / 2002 / …
28
Radtke, H. / Genaue Hohlkörper durch Blechumformen / expert Verlag / Esslingen / 1995 / 1. Auflage
27
Herold, G.; Kluge, M. / EFB-Forschungsbericht Nr. 61: Simulation des Formstempeltiefziehens im Weiterschlag / Europäische Forschungsgesellschaft für Blechverarbeitung e. V. / Hannover / 1994 / …