Moderne Ziehkissen & Getriebe
Ziehkissen dienen dazu, die notwendige Blechhalterkraft auf das Blech auszuüben, was wiederum die Reibung beeinflusst. Abhängig von der Form des Ziehteils ist eine bestimmte Mindestflächenpressung erforderlich, um Faltenbildung zu verhindern. Eine übermäßige Einstellung der Blechhalterkraft kann jedoch Risse im Material verursachen.
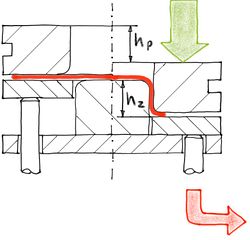
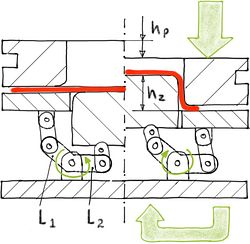
Der Blechhalter wird durch Ziehstifte gestützt. Der unter Last befindliche Pressenhub hP entspricht der Ziehteilhöhe hZ. Durch das Verdrängen des Öls über eine Steuerkante wird die Energie des Blechhalters in Wärme umgewandelt, die aus dem Hydraulikkreislauf aufwändig entfernt werden muss. Daher ist die Energie des Blechhalters als Verlustenergie zu verbuchen.
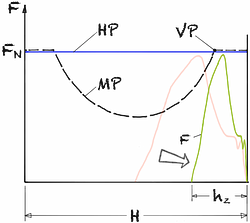
In vielen Fällen wird die Blechhalterkraft über den Ziehhub konstant gehalten. Dies führt zu einem hohen mittleren Wert von 0,95. In der Konsequenz liegt die Arbeit des Niederhalters oft höher als die Arbeit des Stempels.
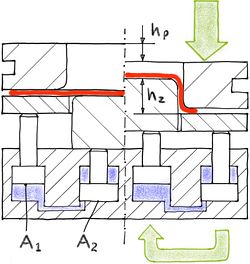
Die Abwärtsbewegung des Pressenstößels wird durch eine kommunizierende Röhre in eine Aufwärtsbewegung des Ziehstempels umgewandelt. Abhängig vom gewählten Übersetzungsverhältnis A2/A1 ist der Pressenhub hP die Hälfte des Ziehteilhubes, wodurch sich die Pressenarbeit halbiert. Durch die Verdoppelung der Ziehgeschwindigkeit wird die Produktionsleistung verdoppelt.69
Durch das Übersetzungsverhältnis wird die Kraft-Weg-Kurve komprimiert. Dies ermöglicht die Herstellung von hohen Ziehteilen auf mechanischen Pressen, die bisher für diese Art von Presse nicht geeignet waren. Da das Übersetzungsverhältnis des Getriebes frei wählbar ist, kann die Kraft-Weg-Kurve an die verwendete Presse angepasst werden.
Im Vergleich zum einfachwirkenden Tiefziehen mit Verdrängerkissen reduziert sich der Energieeinsatz um die Hälfte, wodurch das Arbeitsvermögen der Presse effizienter genutzt wird.
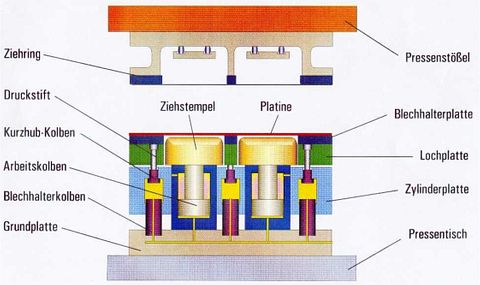
Moderne hydraulische Druckwaagen sind in einer Monoblock-Bauweise ausgeführt. Sie bieten eine effiziente Kraftübertragung und eine gleichmäßige Lastverteilung über den gesamten Haltebereich, was insbesondere bei komplexen Ziehteilen von großer Bedeutung ist.

Die Ventilsteuerung kann auf der Grundplatte positioniert werden. Durch eine zusätzliche Wegsteuerung lässt sich die Blechhalterkraft variabel einstellen.
Die wegübersetzenden Eigenschaften der Druckwaage können auch durch einen mechanischen Hebel erreicht werden. Das Übersetzungsverhältnis wird durch die Hebellängen L1 und L2 bestimmt. Ein Vorteil dieser Methode gegenüber der hydraulischen Druckwaage besteht in der höheren Steifigkeit, die dieses System für höhere Geschwindigkeiten und größere Mengenleistungen besser geeignet macht.2
Neben der Berücksichtigung des Wirkungsgrads ist es für die Beurteilung der Wirtschaftlichkeit von Pressen wichtig, die erzielbaren Mengenleistungen zu vergleichen.
Aufgrund der erforderlichen Vorlaufwege beim Tiefziehen liegen die Mengenleistungen von hydraulischen Pressen deutlich unter denen von mechanischen Pressen. Bei tiefen Zügen von bis zu 250 mm Ziehtiefe sind Mengenleistungen von 5 bis 10 1/min erreichbar.
Auf der anderen Seite sind tiefe Züge auf mechanischen Pressen aufgrund der Kraft-Weg-Kurve nur mit einem Übersetzungsgetriebe realisierbar. Mit hydraulischen Getrieben können erfolgreich Ziehtiefen von 250 mm und Mengenleistungen von 20 1/min erzielt werden.