Wirkungsweise Ziehpressen
Der Antrieb von Tiefziehpressen ist entscheidend für den Energieverbrauch. Dabei müssen verschiedene Arten unterschieden werden:
- Einfach- oder doppeltwirkende Presse
- Aktives Gegenziehen
- Tiefziehen mit Übersetzungsgetriebe
- Mechanische oder hydraulische Presse
Je nach Anordnung der Antriebe ergeben sich Unterschiede im Energieeinsatz und in der resultierenden Ziehlage.
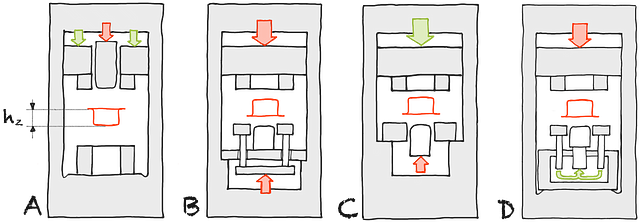
A) Ein Ziehstößel und ein separater Blechhalterstößel werden beide von oben betätigt.68 Diese Fertigung in Wannenlage erfordert oft eine aufwendige Wendestation, da das Bauteil für eine folgende Schneid- und Prägestation gewendet werden muss.
Wenn das Blech durch den Blechhalter mittels einer Druckhaltepumpe fest eingespannt ist, führt der Blechhalter während der Umformung keinen Hub aus und die Blechhalterarbeit ist gering. Zur Ermittlung der Zieharbeit ergeben sich folgende Kennwerte:
Pressenhub unter Last hp = hz
B) Die Kraftwirkung zur Blechhaltung wird durch eine Zieheinrichtung im Pressentisch erreicht. Durch die Fertigung in Hutlage entfällt eine Wendestation.
Diese Wirkungsweise ist energetisch ungünstig. Der Blechhalter bewegt sich über den Ziehhub und Pressenleistung wird während der Regelung der hydraulischen Zieheinrichtung in Wärmeenergie überführt. Die entstandene Wärme muss durch aufwändige Kühlung dem System wieder entnommen werden. Die Kennwerte für die Wirkungsweise B ergeben sich zu:
Pressenhub unter Last hp = hz = hnh
C) Der Blechhalterstößel wirkt von oben und bleibt während der Umformung still. Der Ziehstempel führt von unten aktiv den Umformhub aus. Die Blechhaltung trägt energetisch nicht zur Bilanz bei.
Vorteilhaft ist der reduzierte Energiebedarf im Vergleich zur einfachwirkenden Presse sowie die Fertigung in Hutlage. Die Kennwerte sind gleich zu A mit:
Pressenhub unter Last hp = hz
D) Die Abwärtsbewegung des Pressenstößels wird in eine Aufwärtsbewegung des Ziehstempels übersetzt. Die Blechhalterkraft stellt sich selbsttätig ein, indem die Stempelkraft mittels des gewählten Übersetzungsverhältnisses in die Blechhalterkraft übersetzt wird. Ein Wirkmerkmal ist die Steigerung der Ziehgeschwindigkeit. Dies führt insbesondere bei mechanischen Pressen mit mehreren Stationen zu einer zusätzlichen Erhöhung der Mengenleistung.65 Zur Berechnung der Umformenergie ergeben sich günstige Kennwerte mit:
Pressenhub unter Last hp = 1/2 x hz = hnh
Zusammenfassend lässt sich festhalten, dass die Wirkungsweise und der Aufbau von Ziehpressen einen entscheidenden Einfluss auf den Energieverbrauch haben. Es ist daher wichtig, die Anforderungen des spezifischen Umformprozesses genau zu verstehen und die am besten geeignete Pressenkonfiguration auszuwählen.