FLC Edelstahl 1.4301
2.4
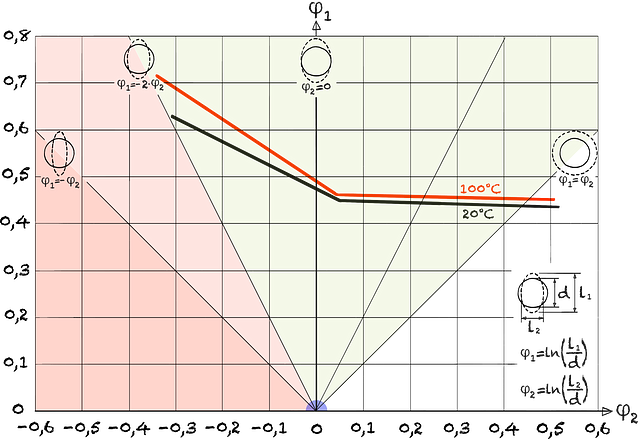
Abb. 1
Grenzformänderungskurve FLC Edelstahl 1.4301 Blechdicke 1 mm22
Bei höheren Temperaturen verringert sich die Martensitbildung. Die Grenzformänderungskurve verschiebt sich nach oben.
Gl. 1
Gl. 2
Gl. 3
| Umformgrad | φ1 | = | |||
| φ2 | = | ||||
| φ3 | = | ||||
| Dehnung | ε1 | = | % | ||
| ε2 | = | % | |||
| ε3 | = | % | |||
| Blechstärke | s1 | = | mm |
| Länge | l1 | = | mm | |||
| l2 | = | mm | ||||
| Kreisdurchmesser | d | = | mm | |||
| Blechstärke | s0 | = | mm |
Ber. 1
Formänderungen am Kreiselement
22
Bleck, W. et.al. / EFB-Forschungsbericht Nr. 160 Bedeutung der Umformtemperatur und -geschwindigkeit bei der Blechumformung austenitischer Edelstähle / Europäische Forschungsgesellschaft für Blechverarbeitung e.V. / … / 2001 / …