Formänderungsdiagramm FLD
2.1
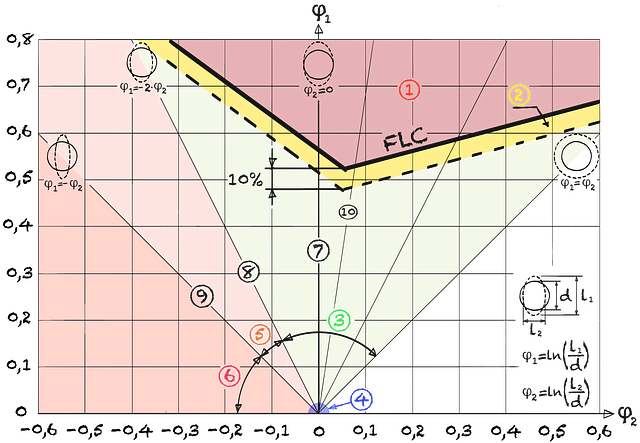
Abb. 1
Formänderungsdiagramm FLD und Grenzkurve FLC19
① Rißzone ② Grenzbereich ③ Sichere Zone ④ Elastischer Bereich ⑤ Faltenbereich ⑥ Faltenbereich ⑦ Plain-Strain ⑧ Einachsiger Zug ⑨ Tiefziehen ⑩ Hohlprägen
① Oberhalb der Grenzformänderungskurve FLC entstehen Risse im Blech.
② Zone starker Dehnung ist der Grenzbereich der Materialbelastung, der zu Einschnürungen führt.
③ „Sichere Zone“: Elemente werden nicht „versagen“ und haben keine erhöhte Neigung zur Faltenbildung.
④ Dehnung im elastischen Bereich ist häufig Ursache von Rückfederung.
⑤ Starke Neigung zur Faltenbildung oder sichtbare Spuren an der Oberfläche (rauh, porös). Die Blechdicke ist kleiner als die Ausgangsblechdicke.
⑥ Starke Neigung zur Faltenbildung bzw. sichtbare Spuren an der Oberfläche (rauh, porös). Die Blechdicke ist größer als die Ausgangsblechdicke.
⑦ Zugspannungen in Längenrichtung φ1 ohne Dehnungsänderung in der Breitenrichtung φ2 (jedoch in Dickenrichtung φ3) heißen „eingespannter Zug“ oder „Plain-Strain“.
⑧ Einachsiger Zug
⑩ Hohlprägen runder Prägungen und Eckenbereichen20
Es besteht allgemeine Übereinstimmung darüber, dass die Lage der Grenzkurve FLC von Faktoren wie Werkstoff, Blechdicke, Anisotropie, Verfestigungsexponent, eingesetztem Schmiermittel, Umformgeschwindigkeit, Prüfverfahren und Probenform abhängt. Außerdem gilt das Grenzformänderungsdiagramm nur bei einem konstanten Verhältnis der Hauptspannungen, wobei die Umformgeschichte d.h. der Formänderungsweg unberücksichtigt bleibt.14
14
Doege, E.; Breidohr, B. / EFB-Forschungsbericht Nr. 35: Untersuchungen zum Tiefziehen von Teilen mit unebenen Bodenformen / Europäische Forschungsgesellschaft für Blechverarbeitung e. V. / Hannover / 1988 / …
19
Lange / Umformtechnik Blechbearbeitung / Springer Verlag / Berlin / 1990 / 2. Auflage
20
Wolf, H.; Kluge, S. / Spannungs- und Formänderungsuntersuchungen beim Hohlprägen von Formfeldern / Umformtechnik 20 / Zwickau / 1986 / …