Formänderung Optimieren
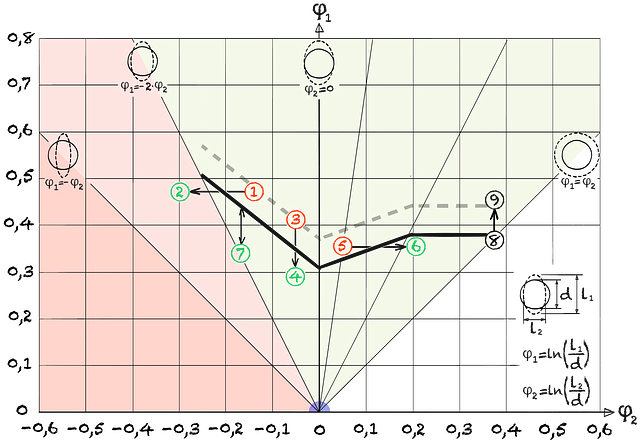
Die Punkte ① - ⑦ zeigen mögliche Punkte im Formänderungsschaubild. ⑦ liegt unterhalb der Grenzkurve. Der Abstand zur FLC ist ein Maß für die Tiefziehsicherheit an dieser Stelle.
Liegen die Werte oberhalb der Grenzformänderungskurve, können diese durch verschiedene Maßnahmen optimiert werden:
① nach ② Zusätzliche Druckspannungen in φ2 überlagern
③ nach ④ Verringerung des Umformgrades
⑤ nach ⑥ Erhöhung des Umformgrades durch zusätzliche Streckziehanteile in Richtung φ2
Die Optimierung kann durch Veränderung der Platinenmaße, Anordnung und Form der Ziehstäbe, Matrizen oder Stempelkantenradius, Schmierung, Werkstoff oder Form des Werkzeuges erreicht werden.19
⑧ nach ⑨ Eine Erhöhung der Grenzformänderungskurve FLC kann durch die Verwendung von dickeren Blechen oder Blechen mit einem höheren Verfestigungsexponenten (n-Wert) erreicht werden. Ebenso kann ein temperieren des Werkzeuges oder der Platine die FLC nach oben verschieben.