Umformgrade Tiefziehen
5.1
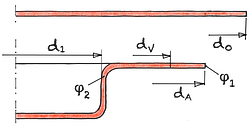
Abb. 1
Ermittlung der Umformgrade φ1 und φ2
d1 Durchmesser Stempel dV Verglechsdurchmesser, dA Durchmesser Flansch d0 Durchmesser Platine
Wird das Ziehteil mit einem verbleibenden Flansch gezogen, lassen sich die Umformgrade durch folgende Vorgehensweise bestimmen:
- Berechnung des Umformgrades an der Außenzone dA
- Berechnung eines virtuellen Durchmessers dV durch Volumengleichheit
- Berechnung des Umformgrades an der Innenzone d1
- Substitution von dV
Beim Tiefziehprozess wird der Durchmesser der Platine d0 auf den Außendurchmesser des Flansches dA verkleinert. Parallel dazu wird ein innerer "virtueller" Durchmesser dV auf den Stempeldurchmesser d1 reduziert. Der virtuelle Durchmesser dV ist genau jener Durchmesser, bei dem zwischen den Volumenanteilen von dA zu dV und von dV zu d1 eine Volumenkonstanz erreicht wird.9
Der "virtuelle" Durchmesser dV kann daher durch folgende Gleichung ermittelt werden:
Gl. 1
Gl. 2
Gl. 3
| Umformgrad | φ1 | = | |||
| φ2 | = |
| Durchmesser Platine | d0 | = | mm | |||
| Durchmesser Flansch | dA | = | mm | |||
| Durchmesser Stempel | d1 | = | mm |
Ber. 1
Umformgrade Tiefziehen9
Für den Durchzug gilt:
Gl. 4
Gemäß35 kann der Durchmesser dA max, der beim Maximum der Ziehkraft erreicht wird, mit folgender Gleichung bestimmt werden:
Gl. 5
Gl. 6
| Flanschaußenrand | dA max | = | mm | ||
| Konstante | C | = |
| Durchmesser Platine | d0 | = | mm | |||
| Durchmesser Stempel | d1 | = | mm |
Ber. 2
Flanschdurchmesser Ziehkraftmaximum35
9
Siegert, K. / Blechumformung / Springer Vieweg / Berlin / 2015 / …
35
Strackerjahn, W. / Die Voraussage des Versagensfalls beim Tiefziehen rechteckiger Teile / Dissertation / Hannover / 1982 / …