Zugfolge
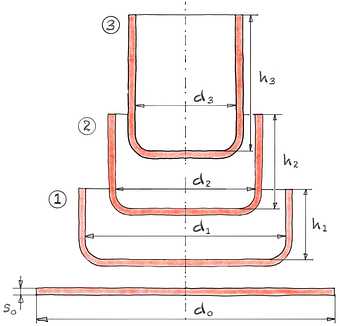
In mehreren Tiefzügen witd der Platinendurchmesser d0 auf den Enddurchmesser dn reduziert. Es ist dabei wichtig, in jeder Ziehstufe darauf zu achten, dass das zulässige maximale Ziehverhältnis βn max nicht überschritten wird.
Das Ziehverhältnis βn ist als das Verhältnis des Ausgangsumfangs zum Umfang der jeweiligen Ziehstufe definiert. Üblicherweise beziehen sich die Durchmesser dn stets auf den Innendurchmesser des Ziehteils. Der Kehrwert von βn wird als Ziehmodul mn bezeichnet.
die Ziehverhältnisse gängiger Werkstoffe sind in der Tabelle Ziehverhältnisse aufgeführt.
| Ziehverhältnis | β0 | = | |||
| β1 | = | ||||
| β2 | = | ||||
| β3 | = | ||||
| βges | = | ||||
| Lichte Höhe | h1 | = | mm | ||
| h2 | = | mm | |||
| h3 | = | mm | |||
| h4 | = | mm |
| Platinendurchmesser | d0 | = | mm | |||
| Durchmesser Stempel | d1 | = | mm | |||
| d2 | = | mm | ||||
| d3 | = | mm | ||||
| d4 | = | mm |
| Anzahl Ziehstufen | n | ≥ |
| Ziehverhältnis | βges | = | ||||
| β1 | = | |||||
| βn | = |
Eine grobe Berechnung der erforderlichen Anzahl von Ziehstufen ergibt sich aus dem Gesamtziehverhältnis, dem Ziehverhältnis des ersten Zuges sowie dem Ziehverhältnis des n-ten Zuges.2738
Werkstoff | Zug 1 β0 100 | Zug 2 β1 100 |
|---|---|---|
AlMg 3 weich | 2 | 1,5 |
AlMg 3 halbhart | 2 | 1,4 |
1.4301 | 2 | 1,25 |
DC 04 | 2 | 1,3 |
Tbl. 1 Grenzziehverhältnisse β0 β1 ohne Zwischenglühen | ||
Das Grenzziehverhältnis β100 bezieht sich auf einen Stempeldurchmesser von 100 mm. Bei Abweichungen von diesem Durchmesser ist eine Korrektur dieses Verhältnisses notwendig, um das maximale Ziehverhältnis korrekt zu berechnenn.8