Anschlagzug
5.2
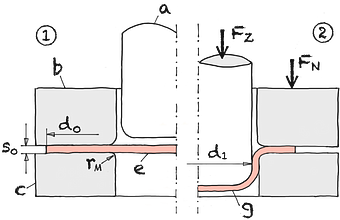
Abb. 1
Schema Tiefziehen im Anschlagzug
① Einlegen ② Umformen a Stempel b Blechhalter c Matrize d0 Platinendurchmesser d1 Stempeldurchmesser e Blechzuschnitt f Blechhalter FN Niederhalterkraft FZZiehkraft g Hohlkörper rM Matrizenradius s0 Blechdicke
Die Bezeichnung "Tiefziehen im Anschlagzug" bezieht sich auf das Umformen eines flachen Zuschnitts mit dem Ausgangsdurchmesser d0 in einen Hohlkörper g mit kleinerem Innendurchmesser d1.
Der Blechzuschnitt wird zwischen Blechhalter und Matrize fest eingespannt. Durch das Aufbringen der Ziehkraft Fz und der Niederhalterkraft Fn wird das Blech zum Hohlkörper g umgeformt.
Gl. 1
Gl. 2
| Ziehkraft | Fz | = | kN | ||
| Bodenreißkraft | Fzb | = | kN |
| Durchmesser Stempel | d1 | = | mm | |||
| Blechstärke | s0 | = | mm | |||
| Mittlere Kaltverfestigung | kfm | = | MPa | |||
| Ziehverhältnis | β0 | = |
Ber. 1
Ziehkraft Anschlagzug8
Die Stempelkraft ist beim zylindrischen Zug von folgenden Faktoren abhängig:258
- mittlere Kaltverfestigung kfm
- Ziehdurchmesser d1
- Zuschnittsdurchmesser d0
- Werkstoffdicke s0
- Ziehform
- Niederhalterdruck pn
- Ziehgeschwindigkeit
- Ziehkantenrundung rM
- Spaltweite uz
- Schmiermittel & Reibung
Die Bodenreißkraft Fzb stellt die maximal übertragbare Kraft in der Zarge dar. Steigt die Ziehkraft über diesen Wert folgt ein Zargenreisser.
8
Oehler; Kaiser / Schnitt-, Stanz- und Ziehwerkzeuge / Springer Verlag / Berlin / 1993 / 7. Auflage
25
Semmlinger, E.; Hellwig, W. / Spanlose Fertigung: Schneiden-Biegen-Ziehen / Vieweg Fachbücher / … / 1990 / 4. Auflage