Das maximal erreichbare Ziehverhältnis ßnmax im Weiterzug, ähnlich dem Grenzziehverhältnis im Erstzug, ist dadurch charakterisiert, dass ein Materialversagen durch Bodenrisse gerade noch vermieden wird. Materialversagen tritt auf, wenn die erforderliche Ziehkraft FZ die durch die Zarge des Ziehteils maximal übertragbare Ziehkraft FBR übersteigt. Im besten Fall tritt ein Einreißen des Blechs am Übergang zwischen Stempelradius und Zarge auf, da hier der Querschnitt am kleinsten ist. Die Berechnung der Bodenreißkraft beim Weiterzug erfolgt analog zur Bestimmung der Bodenreißkraft im Erstzug.
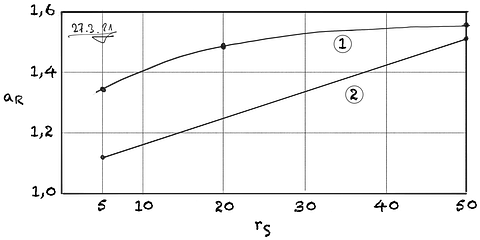
Der Abreißfaktor aR berücksichtigt die an der Rissstelle tatsächlich auftretende Blechdicke und Fließspannung.1927