Ziehstempel Teilkräfte und Gesamtkraft
5.2.2
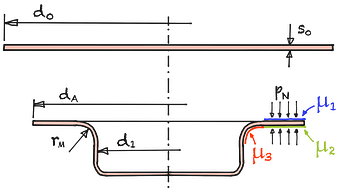
Abb. 1
Benennungen Tiefziehen
dA Flanschdurchmesser d0 Platinendurchmesser d1 Stempeldurchmesser h Ziehteilhöhe pn Niederhalterdruck s0 Blechdicke rM Ziehringradius μ1 Reibwert Blech / Niederhalter μ2 Reibwert Blech / Matrize μ3 Reibwert Blech / Ziehringradius
Beim Tiefziehen rotationssymmetrischer Blechformteile im Anschlagzug wirken auf den Ziehstempel fünf Teilkräfte:
- Fid die zur verlustlosen Umformung in der Umformzone erforderliche ideelle Umformkraft.
- Fb die zur Biegung des Bleches um den Matrizenradius rM erforderliche Biegekraft.
- FR B/N die wirkende Reibungskraft zwischen Blech und Niederhalter.
- FR B/Z die wirkende Reibungskraft zwischen Blech und Matrize.
- FR B/ZR die wirkende Reibungskraft zwischen Blech und Matrizenrundung rM.
Gl. 1
Gl. 2
Gl. 3
Gl. 4
Gl. 5
Gl. 6
Gl. 7
| Stempel-Gesamtkraft | Fges | = | kN | ||
| Zugspannung | σZ | = | MPa | ||
| Ideelle Umformkraft | Fid | = | kN | ||
| Biegekraft | Fb | = | kN | ||
| Reibkraft Blech zu Niederhalter | FR B/N | = | kN | ||
| Reibkraft Blech zu Ziehring | FR B/Z | = | kN | ||
| Reibkraft Blech zu Ziehringradius | FR B/ZR | = | kN |
| Durchmesser Flansch | dA | = | mm | |||
| Durchmesser Stempel | d1 | = | mm | |||
| Blechstärke | s0 | = | mm | |||
| Mittlere Kaltverfestigung | kfm | = | MPa | |||
| Obere Fließspannung | kfi | = | MPa | |||
| Matrizenradius | rM | = | mm | |||
| Niederhalterdruck | pn | = | MPa | |||
| Reibwert | μ1 | = | ||||
| μ2 | = | |||||
| μ3 | = |
Ber. 1
Teilkräfte nach Siebel und Panknin935
Die Reibwerte können je nach Oberflächenbeschaffenheit des Werkzeugs und des Blechs variieren.
Die mittlere Kaltverfestigung kfm und die obere Fließspannung kfi werden anhand der Umformgrande φ1 und φ2 und unter Verwendung der Fließkurven berechnet. Für kfi sollte der Umformgrad φ2 verwendet werden.
Eine Abschätzung der maximalen Gesamtkraft auf den Stempel kann unter der folgenden Vereinfachung erfolgen:
Gl. 8
9
Siegert, K. / Blechumformung / Springer Vieweg / Berlin / 2015 / …
35
Strackerjahn, W. / Die Voraussage des Versagensfalls beim Tiefziehen rechteckiger Teile / Dissertation / Hannover / 1982 / …