Ziehfehler
Die Qualität eines tiefgezogenen Bauteils wird durch verschiedene Parameter wie Blechhalterkraft, Reibung, Umformgeschwindigkeit, Werkzeug- und Maschinensteifigkeit beeinflusst. Sollten diese Parameter während des Tiefziehprozesses nicht optimal justiert oder aufeinander abgestimmt sein, können verschiedene Mängel im umgeformten Bauteil auftreten.53937
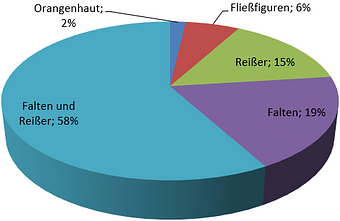
Eine Erfassung der auftretenden Fehlerarten beim Tiefziehen praxisüblicher Teile25 zeigt, dass das gemeinsame Auftreten von Rissen und Falten die häufigste Art des Versagens ist.35
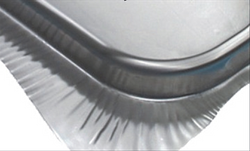
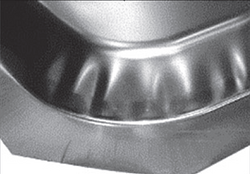
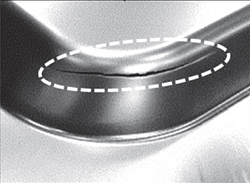
Bei ziehtechnisch anspruchsvoll gestalteten Teilen bedingen diese Fehler sich zusätzlich gegenseitig. Aufgrund der Steuerung des Materialflusses kann in einigen Bereichen des Ziehteils oft nur eine geringe Niederhalterkraft eingestellt werden, wodurch Falten erster Ordnung entstehen. Diese können nicht immer über die Ziehkante geglättet werden und führen dazu, dass das Blech im Ziehspalt klemmt. Die dadurch erhöhte Ziehkraft kann vom Teil nicht übertragen werden, was zu Rissen führt.
Seltener treten ausschließlich Falten oder nur Risse auf, wobei besonders bei Karosserieteilen, die eine tragende Funktion übernehmen, Falten oft als zusätzliches versteifendes Element toleriert werden und somit kein eigentliches Versagen darstellen.

Einflussfaktoren auf die Rückfederung
Die Faktoren, die die Rückfederung beeinflussen, sind sehr komplex. Hier ist ein grober Überblick über die primären Einflussgrößen:40
Blechwerkstoff
- Elastizitätsmodul
- Streck- & Dehngrenze
- Verfestigungsexponent
- Anisotropie
- Mikrostruktur (innere Reibung)
- Oberflächenbeschaffenheit / Beschichtung
- Vorverfestigung (zum Beispiel durch Ziehsicken)
Geometrieeinflüsse
- Ziehkantenradius
- Stempelkantenradius
- Ziehspalt
- Ziehtiefe
- Zuschnitt (Geometrie, Größe)
- Blechdicke
- Ziehteilgeometrie
Zugspannung
- Niederhalterkraft (Verlauf, Verteilung)
- Zuschnitt (Geometrie, Größe)
- Reibung (Oberfläche, Schmierungszustand)
- Ziehsicken (Anordnung, Eindringtiefe)
- Ziehkantenradius
Tribologie
- Oberflächenbeschaffenheit (Blech & Werkzeug)
- Schmiermittel (Art, Menge, Verteilung)
- Flächenpressung
- Umformtemperatur (äußere Reibung)
Maschine
- Ziehgeschwindigkeit
- Kippung zwischen Tisch und Stößel
- Durchbiegung zwischen Tisch und Stößel, Auffederung, Elastizität (Werkzeug / Maschine)
- Verlauf der Stößelkraft über die Zeit
- Horizontaler Versatz