Blechdickenverläufe
5.2.8
Die größte Blechdicke beim Tiefziehen rotationssymmetrischer Blechformteile ist am Außenrand des Tiefziehteils.9 Sie ergibt sich aus dem Produkt der Ausgangsblechdicke s0 und der Quadratwurzel des Ziehverhältnisses β0. Bei vollständigem Durchzug erreicht die Blechdicke sa ihren maximalen Wert smax.
Gl. 1
| max. Blechstärke | smax | = | mm |
| Blechstärke | s0 | = | mm | |||
| Ziehverhältnis | β0 | = |
Ber. 1
Maximale Blechstärke9
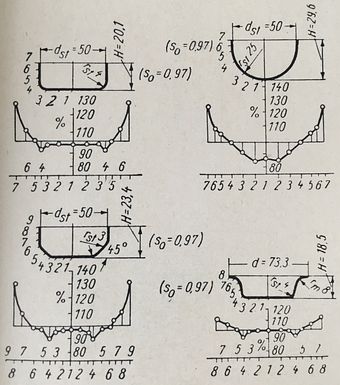
Abb. 1
Wanddickenverläufe verschiedener Teilformen38
Bei prismatischen Ziehteilen wurde eine maximale Zunahme der Blechdicke im Ziehteilflansch von 22 % ermittelt.35
9
Siegert, K. / Blechumformung / Springer Vieweg / Berlin / 2015 / …
38
Romanowski / Handbuch der Stanzereitechnik / Technik Verlag Berlin / Berlin / 1968 / 4. Auflage
35
Strackerjahn, W. / Die Voraussage des Versagensfalls beim Tiefziehen rechteckiger Teile / Dissertation / Hannover / 1982 / …