Cutting
12
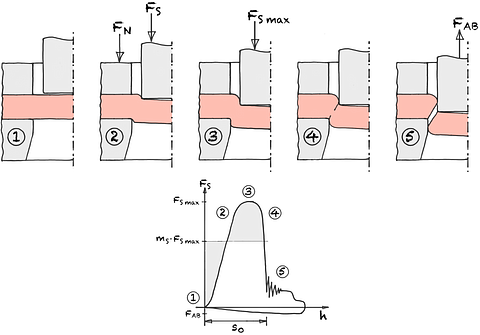
Fig. 1
Phases & course of force when cutting9
F N blankholderforce F S cutting force F S max maximum cutting force F AB Stripper force h cutting punch path m S mean value factor s 0 wall thickness
Beim Prozess des Blechschneidens können mehrere Phasen unterschieden werden:
- Klemmen des Blechs zwischen Niederhalter und Matrize, sowie das Aufsetzen auf das Blech.
- Elastische Verformung des Blechwerkstoffs.
- Plastische Verformung des Blechwerkstoffs.
- Die Trennphase.
- Die Ausschwingphase, bei der das geschnittene Teil ausgestoßen wird und der Stempel zurückgezogen wird.
The force required for cutting depends on various factors:25
- Length and shape of the cutting lines.
- Thickness of the sheet metal.
- Shear strength of the sheet metal.
- Sharpness of the cutting edges.
- Size of the cutting gap.
- Surface finish of the pressure and open surfaces of the punch and the cutting plate.
- Type of lubrication.
It should be noted that worn cutting edges can increase cutting force by up to 60%.50
The mean factor mS fluctuates between 0.4 and 0.7. Larger cutting gaps apply to brittle materials and smaller values apply to larger sheet thicknesses. Conversely, larger values should be used for tough materials, smaller cutting gaps and thinner sheets.9
9
Siegert, K. / Blechumformung / Springer Vieweg / Berlin / 2015 / …
25
Semmlinger, E.; Hellwig, W. / Spanlose Fertigung: Schneiden-Biegen-Ziehen / Vieweg Fachbücher / … / 1990 / 4. Auflage
50
Lange, K. et al. / Umformen und Feinschneiden / Edelstahlwerke Buderus AG / Bern/Schweiz / 1997 / 1. Auflage