FLC Stainless Steel 1.4404
2.5
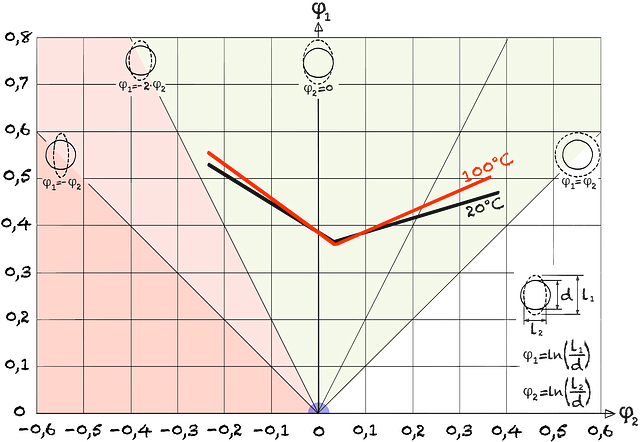
Fig. 1
Flow limit curve FLC stainless steel 1.4404 sheet thickness 1 mm22
At higher temperatures, martensite formation decreases. The flow limit curve shifts upwards.
Eqn. 1
Eqn. 2
Eqn. 3
| Natural strain | φ1 | = | |||
| φ2 | = | ||||
| φ3 | = | ||||
| Elongation | ε1 | = | % | ||
| ε2 | = | % | |||
| ε3 | = | % | |||
| Sheet thickness | s1 | = | mm |
| Length | l1 | = | mm | |||
| l2 | = | mm | ||||
| Circle diameter | d | = | mm | |||
| Sheet thickness | s0 | = | mm |
Calc 1
True strains to the circle element
22
Bleck, W. et.al. / EFB-Forschungsbericht Nr. 160 Bedeutung der Umformtemperatur und -geschwindigkeit bei der Blechumformung austenitischer Edelstähle / Europäische Forschungsgesellschaft für Blechverarbeitung e.V. / … / 2001 / …