Formänderung Biegen & Biegefaktoren
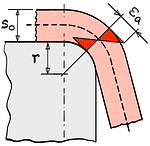
Die Formänderung während des Biegeprozesses resultiert in einer elastisch-plastischen Beanspruchung in der Biegezone. In diesem Bereich wird die äußere Zone des Materials gedehnt (εa), während die innere Zone gestaucht (εi) wird.
Um die maximalen Ziehkräfte (FS max) während des Biegeprozesses zu berechnen, ist es hilfreich, den mittleren Umformgrad zu kennen. Der mittlere Umformgrad ist ein Maß für das Ausmaß der plastischen Deformation, das das Material während des Biegeprozesses erfährt.
Diese Information ist besonders nützlich bei der Berechnung der benötigten Kraft zum Biegen, da sie hilft, die Belastung des Materials und den erforderlichen Kraftaufwand zur Erzeugung der gewünschten Form besser zu verstehen.
| Mittlerer Umformgrad | φm | = | |||
| Biegefaktor | c | = |
| Radius | r | = | mm | |||
| Blechstärke | s0 | = | mm |
Der mittlere Umformgrad φm wird in die Fließkurve eingesetzt um die mittlere Kaltfließfestigkeit kfm zu ermitteln. Auf diese Weise kann eine genauere Schätzung der maximalen Ziehkräfte erzielt werden.
Die maximalen Dehnungen εa an den Rändern der Biegezone können zur Rissbildung und letztendlich zum Versagen des Werkstoffs führen. Daher sollte der empirisch ermittelte minimale Biegefaktor cmin für die ausgewählten Leichtbauwerkstoffe nicht unterschritten werden.
Dieser Faktor gibt die minimal akzeptable Dehnung an, bevor die Rissbildung beginnt, und ist daher entscheidend für die Gewährleistung der strukturellen Integrität des gebogenen Bauteils. Es ist wichtig, dass dieser Faktor in der Konstruktionsphase berücksichtigt wird, um vorzeitige Ausfälle und potenzielle Sicherheitsprobleme zu vermeiden.
Werkstoff | Biegefaktor cmin |
|---|---|
Tiefziehblech, weich | 0,3 |
Höherfestes Stahlblech, Re = 350...500 MPa | 0,5 |
Höherfestes Stahlblech, Re > 500...650 MPa | 1 |
Höherfestes Stahlblech, Re > 650...800 MPa | 1,5 |
Höherfestes Stahlblech, Re > 800 MPa | 2 |
Austenitisches Stahlblech | 0,5 |
AlMg3 weich | 1 |
AlMg3 Halbhart | 1,3 |
AlMgSi1 weich | 1,2 |
AlMgS1 halbhart | 2,5 |
Tbl. 1 Mindestrundungsfaktoren cmin | |