Rückfederung
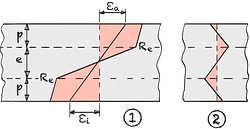
Während des Biegeprozesses ① tritt eine elastisch-plastische Beanspruchung auf. Wenn das Werkstück dann entlastet wird ②, führen die verbleibenden inneren Spannungen im Querschnitt zu einem Rückstellmoment, das dazu führt, dass das Werkstück eine Rückfederung erfährt.
Die elastische Rückfederung ist ein zentrales Phänomen beim Biegen von Werkstücken und spielt eine entscheidende Rolle bei der Planung und Ausführung von Biegeprozessen. Um das angestrebte Endprodukt zu erreichen, ist es unerlässlich, die Auswirkungen der elastischen Rückfederung genau vorherzusagen und entsprechend zu kompensieren. Dies kann entweder durch eine anfänglich übermäßige Biegung oder durch einen angepassten Nachbiegeprozess realisiert werden.
Das Phänomen der Rückfederung ist ein allgegenwärtiger Faktor in sämtlichen Biegeverfahren und muss für eine präzise und fehlerfreie Ausführung des Prozesses berücksichtigt werden. Um eine effektive Kompensation der Rückfederung zu gewährleisten, ist es essenziell, den Rückfederungswinkel oder -radius im Vorfeld genau zu berechnen und in den Biegeprozess einfließen zu lassen.
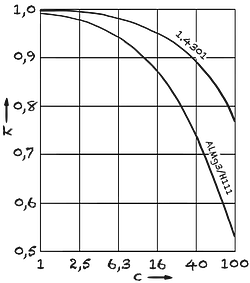
| Rückfederungsfaktor | k | = | |||
| Biegefaktor | c | = | |||
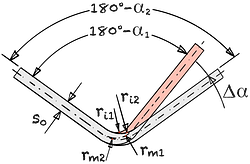
| Innenradius | ri1 | = | mm | ||
| Biegewinkel | α1 | = | ° | ||
| Änderungswinkel | Δα | = | ° |
| Dehngrenze | Rp 0,2 | = | MPa | |||
| Elastizitätsmodul | E | = | GPa | |||
| Werkstück-Innenradius | ri2 | = | mm | |||
| Blechstärke | s0 | = | mm | |||
| Werkstückwinkel | α2 | = | ° |
Ein längeres Verbleiben des Biegestempels im Biegegesenk ändert nichts am Rückfederungsverhalten. Durch Nachdrücken kann über den Nachschlageffekt eine Reduzierung der Rückfederung erreicht werden.8