U-Gesenkbiegen & Gesenkprägen
16.5
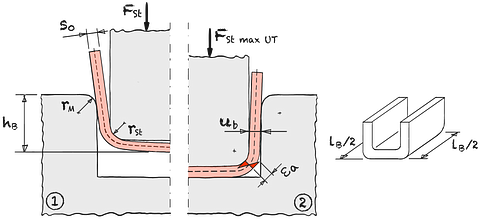
Abb. 1
U-Gesenkbiegen*
lB Biegelänge εa Dehnung Aussenfaser FSt Stempelkraft FSt max UT Maximale Stempelkraft Unterer Totpunkt rM Matrizenradius rSt Stempelradius ub Biegespalt s0 Blechdicke
Die Verhältnisse beim U-Gesenkbiegen entsprechen dem freien Biegen mit doppelter Biegelänge b. Im unteren Totpunkt (UT) trifft der Stempel hart auf und der Prozess wechselt zum Gesenkprägen. Um die Ebenheit des Werkstückbodens zu gewährleisten, ist dann eine höhere Prägekraft FSt max UT erforderlich.
Gl. 1
Gl. 2
Gl. 3
Gl. 4
Gl. 5
Gl. 6
Gl. 7
| Max. Stempelkraft | FSt max | = | kN | ||
| Maximale Stempelkraft UT | FSt max UT | > | kN | ||
| Beiwert | ξ | = | |||
| Mittlerer Umformgrad | φm | = | |||
| Biegefaktor | c | = | |||
| Biegearbeit | WB | = | J |
| Matrizenradius | rM | = | mm | |||
| Stempelradius | rSt | = | mm | |||
| Blechstärke | s0 | = | mm | |||
| Biegespalt | ub | = | mm | |||
| Biegelänge | lB | = | mm | |||
| Mittlere Kaltverfestigung | kfm | = | MPa | |||
| Reibwert | μ | = | ||||
| Mittelwertfaktor Biegen | mB | = | ||||
| Biegehöhe | hB | = | mm |
Ber. 1
U-Gesenkbiegen & Gesenkprägen
Für kfm kann als Näherungswert die Zugfestigkeit Rm herangezogen werden.
Durch die Verwendung einer Fließkurve und des mittleren Umformgrades φm
können genauere Werte für kfm ermittel werden.
*
Kluge, Siegfried / Prozesse der Blechumformung / Carl Hanser Verlag / München / 2020 / …