Freies Biegen
16.4
Im Gegensatz zum Gesenk- oder Prägebiegen, bei dem das Werkstück mit hohem Druck bis zur Anlage in das Werkzeug gepresst wird, fungieren die Werkzeuge beim Freibiegen lediglich als Mittel zur Übertragung von Kräften oder Biegemomenten auf das Werkstück.
Die Maßhaltigkeit des Freibiegens ist im Vergleich zur Präzision des Prägebiegens mit einem V-Gesenk eher als unbefriedigend zu betrachten. Schwankungen in der Rückfederung und andere störende Einflüsse wie Abweichungen in der Blechdicke haben eine relativ starke Auswirkung auf den Biegewinkel und den Biegeradius.*
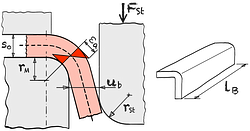
Abb. 1
Freies Biegen*
lB Biegelänge εa Dehnung Aussenfaser rM Matrizenradius rSt Stempelradius s0 Blechstärke ub Biegespalt
Gl. 1
Gl. 2
Gl. 3
Gl. 4
Gl. 5
| Max. Stempelkraft | FSt max | = | kN | ||
| Beiwert | ξ | = | |||
| Mittlerer Umformgrad | φm | = | |||
| Biegefaktor | c | = |
| Matrizenradius | rM | = | mm | |||
| Stempelradius | rSt | = | mm | |||
| Blechstärke | s0 | = | mm | |||
| Biegespalt | ub | = | mm | |||
| Biegelänge | lB | = | mm | |||
| Mittlere Kaltverfestigung | kfm | = | MPa | |||
| Reibwert | μ | = |
Ber. 1
Biegekraft
Für kfm kann näherungsweise die Zugfestigkeit Rm eingesetzt werden.
Durch den Einsatz einer Fließkurve und des mittleren Umformgrads φm
lassen sich genauere Werte für kfm ermitteln.*
*
Siegert, K. / Blechumformung / Springer Vieweg / Berlin / 2015 / …
*
Kluge, Siegfried / Prozesse der Blechumformung / Carl Hanser Verlag / München / 2020 / …