Zuschnittlänge & Biegeverkürzung
Während des Biegeprozesses wird das Material in der Biegezone gestreckt und somit plastisch deformiert. Da der Werkstoff als inkompressibel betrachtet wird, muss er von der komprimierten zur gestreckten Seite verlagert werden. Daher muss das Blech-Rohteil (Platine) vor dem Biegen entsprechend gekürzt werden. Diese Korrektur der Länge wird als Biegeverkürzung Δl0 bezeichnet.
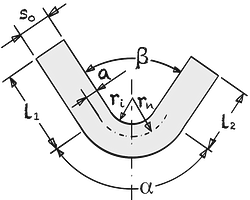
Die neutrale Faser beschreibt eine Schicht des Werkstoffs, die während des Biegeprozesses weder gestaucht noch gedehnt wird. Es ist wichtig zu bemerken, dass diese neutrale Faser nicht immer genau in der Mitte des Materials verläuft. Tatsächlich wandert sie bei kleinerem Innenradius ri stärker nach innen, was zu einer Verringerung der ursprünglichen Zuschnittlänge l0 führt.25
| Zuschnittlänge | l0 | = | mm | ||
| Radius, neutrale Faser | rn | = | mm | ||
| Korrekturwert | K | = | |||
| Biegeverkürzung | Δl0 | = | mm |
| Schenkellänge | l1 | = | mm | |||
| Schenkellänge | l2 | = | mm | |||
| Biegewinkel | α | = | ° | |||
| Innenradius | ri | = | mm | |||
| Blechstärke | s0 | = | mm |
Die exakte Biegeverkürzung lässt sich nur schwer vorhersagen, da eine Vielzahl von Parametern sie in unterschiedlichem Maße beeinflusst:
- Festigkeit des Materials
- Duktilität des Materials
- Gefügeart des Materials
- Korngröße des Materials
- Dicke des Blechs
- Anisotropie (Abhängigkeit der Eigenschaften von der Richtung, insbesondere in Bezug auf die Ausrichtung des Biegens zur Walzrichtung)
- Biegeverfahren (wie Gesenkbiegen, Freibiegen, Schwenkbiegen)
- Oberflächenrauheit (sowohl des Blechs als auch des Werkzeugs)
- Verwendeter Schmierstoff
- Vorhandene Beschichtung
- Biegewinkel
Die Dicke des Blechs (s0) reduziert sich in der Biegezone etwa um 10 bis 20 %, je nach Biegeradius und verwendetem Material. Bei einem sehr kleinen Radius (nahezu scharfkantiges Werkzeug) kann die Dicke des Materials sogar noch stärker abnehmen.