Hutprofilbiegen
16.8
Beim Hutprofilbiegen wird ein flacher Blechzuschnitt mittels eines Biegestempels über den Matrizenradius in das Biegegesenk gezogen. Ein Niederhalter verhindert dabei das Aufstehen der Flansche. Die Reibkräfte zwischen Matrize, Niederhalter und Werkstückflansch tragen zu einer verbesserten Maßhaltigkeit der Zarge und des Bodens bei.
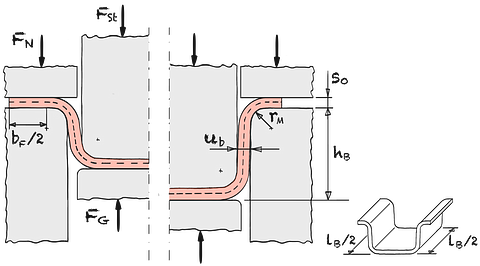
Abb. 1
Hutprofilbiegen21
bF Flanschbreite FG Gegenhalterkraft FN Niederhalterkraft FSt Stempelkraft hB Biegehöhe lB Biegelänge rM Matrizenradius ub Biegespalt s0 Blechdicke Gl. 1
Gl. 2
Gl. 3
Gl. 4
Gl. 5
| Max. Stempelkraft | FSt max | ≥ | kN | ||
| Min. Niederhalterkraft | FN min. | ≥ | kN | ||
| Gegenhalterkraft | FG | = | kN | ||
| Biegefaktor | c | = | |||
| Biegearbeit | WB | = | J |
| Reibwert | μ | = | ||||
| Blechstärke | s0 | = | mm | |||
| Biegelänge | lB | = | mm | |||
| Mittlere Kaltverfestigung | kfm | = | MPa | |||
| Matrizenradius | rM | = | mm | |||
| Flanschbreite | bF | = | mm | |||
| Mittelwertfaktor Biegen | mB | = | ||||
| Biegehöhe | hB | = | mm |
Ber. 1
Stempelkraft Hutprofilbiegen
Für kfm kann in vereinfachter Form die Zugfestigkeit Rm eingesetzt werden.
Da das Blech über die Matrizenradien geführt wird, sollte man von etwas höheren Reibwerte μ ausgehen.
21
Kluge, Siegfried / Prozesse der Blechumformung / Carl Hanser Verlag / München / 2020 / …