Hat profile bending
16.8
When bending a hat profile, a flat sheet metal blank is drawn into the bending die over die radius using a bending punch. A blankholder prevents the flanges from standing up. The frictional forces between the drawing die, blankholder and workpiece flange contribute to improved dimensional accuracy of the frame and base.
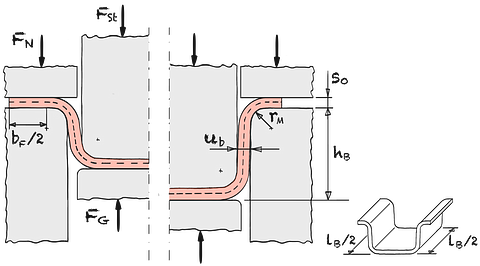
Fig. 1
Hat profile bending21
bF Flange width FG Counterholder force FN Blankholderforce FSt Punch force hB Bending height lB Bending length rM Die radius ub Bending gap s0 Wall thickness Eqn. 1
Eqn. 2
Eqn. 3
Eqn. 4
Eqn. 5
| Max. punch force | FSt max | ≥ | kN | ||
| Min. blankholderforce | FN min. | ≥ | kN | ||
| Backstop force | FG | = | kN | ||
| Bending factor | c | = | |||
| Bending work | WB | = | J |
| Coefficient of friction | μ | = | ||||
| Sheet thickness | s0 | = | mm | |||
| Bending length | lB | = | mm | |||
| Average work hardening | kfm | = | MPa | |||
| Die radius | rM | = | mm | |||
| Flange width | bF | = | mm | |||
| Mean factor bending | mB | = | ||||
| Bend height | hB | = | mm |
Calc 1
Stamping force hat profile bending
The tensile strength Rm can be used in a simplified form for kfm.
Since the sheet is guided over the die radii, one should assume slightly higher coefficients of friction μ.
21
Kluge, Siegfried / Prozesse der Blechumformung / Carl Hanser Verlag / München / 2020 / …