U-bending with blankholder
16.6
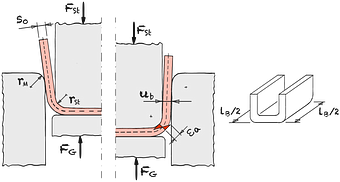
Fig. 1
U-die bending21
lB Bending length εa Elongation of outer fiber FG Counterholding force FSt Punch force rM Die radius rSt Punch radius ub Bending gap s0 Sheet thicknessThe counter-holding force FG prevents the base of the workpiece from bulging, which makes a subsequent straightening process unnecessary.
To calculate the punch force FSt max, the equations under U-die bending can be used. The blankholderforce must be added to the total punch force FSt tot.
Eqn. 1
Eqn. 2
21
Kluge, Siegfried / Prozesse der Blechumformung / Carl Hanser Verlag / München / 2020 / …