Biegekraft III
16.7.3
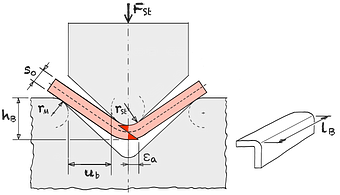
Abb. 1
V-Gesenkbiegen21
lB Biegelänge εa Dehnung Aussenfaser FSt Stempelkraft rM Matrizenradius rSt Stempelradius ub Biegespalt s0 Blechdicke
Gl. 1
Gl. 2
Gl. 3
Gl. 4
Gl. 5
Gl. 6
| Max. Stempelkraft | FSt max | = | kN | ||
| Maximale Stempelkraft UT | FSt max UT | > | kN | ||
| Beiwert | ξ | = | |||
| Mittlerer Umformgrad | φm | = | |||
| Biegefaktor | c | = | |||
| Biegearbeit | WB | = | J |
| Matrizenradius | rM | = | mm | |||
| Stempelradius | rSt | = | mm | |||
| Blechstärke | s0 | = | mm | |||
| Biegespalt | ub | = | mm | |||
| Biegelänge | lB | = | mm | |||
| Mittlere Kaltverfestigung | kfm | = | MPa | |||
| Reibwert | μ | = | ||||
| Mittelwertfaktor Biegen | mB | = | ||||
| Biegehöhe | hB | = | mm |
Ber. 1
Höchstkraft FSt max nach Kluge21
Für kfm kann als Näherung die Zugfestigkeit Rm herangezogen werden.
Durch die Verwendung einer Fließkurve und des mittleren Umformgrades φm
lassen sich genauere Werte für kfm ermitteln.
Um die Rückfederung zu verringern, muss das Gesenk hart aufsitzen. Die maximale Stempelkraft FSt max sollte hierfür mit einem Faktor größer als 2 multipliziert werden.
Als Reibwert μ sollte die Reibwerttabelle Blechumformung verwendet werden.
21
Kluge, Siegfried / Prozesse der Blechumformung / Carl Hanser Verlag / München / 2020 / …