Prägekraft
16.7.4
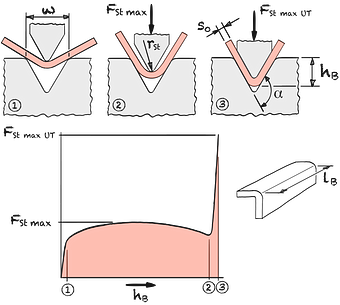
Abb. 1
V-Gesenkbiegen ① ② & Prägen ③
α Biegewinkel FSt Stempelkraft hB Biegehöhe lB Biegelänge s0 Blechdicke w Ziehweite
Gl. 1
Gl. 2
| Maximale Stempelkraft UT | FSt max UT | ≥ | kN | ||
| Biegefaktor | c | = |
| Biegelänge | lB | = | mm | |||
| Blechstärke | s0 | = | mm | |||
| Zugfestigkeit | Rm | = | MPa | |||
| Dehngrenze | Rp 0,2 | = | MPa | |||
| Gleichmaßdehnung | Agl | = | % | |||
| Stempelradius | rSt | = | mm | |||
| Reibwert | μ | = | ||||
| Biegewinkel | α | = | ° |
Ber. 1
Maximale Stempelkraft in UT * *
Werkstoffkennwerte z.B. aus der Tabelle für Beispielwerkstoffe.
Reibwerte siehe Reibwerttabelle oder Reibung & Tribologie.