Biegekraft II
16.7.2
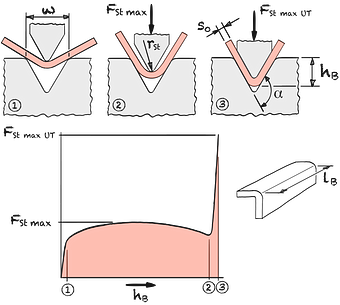
Abb. 1
V-Gesenkbiegen ① ② & Prägen ③
α Biegewinkel FSt Stempelkraft hB Biegehöhe lB Biegelänge s0 Blechdicke w Ziehweite
Gl. 1
Gl. 2
| Max. Stempelkraft | FSt max | = | kN | ||
| Biegearbeit | WB | = | J |
| Biegelänge | lB | = | mm | |||
| Gesenkweite | w | = | mm | |||
| Blechstärke | s0 | = | mm | |||
| Zugfestigkeit | Rm | = | MPa | |||
| Dehngrenze | Rp 0,2 | = | MPa | |||
| Gleichmaßdehnung | Agl | = | % | |||
| Biegehöhe | hB | = | mm | |||
| Mittelwertfaktor Biegen | mB | = |
Ber. 1
Höchstkraft FSt max nach Zünkler56
Die Mittelwertfaktoren liegen ähnlich wie beim Tiefziehen zwischen 0,6...0,9.
Die Berechnung ist anzuwenden auf Biegewinkel α ≥ 54°.
Der Vorzug dieser Berechnung dürfte darin liegen, dass die Werkstoffeigenschaften Fließgrenze, Zugfestigkeit und Gleichmaßdehnung, die auf das Biegeverhalten von besonderem Einfluss sind berücksichtigt werden. 56
Werkstoffkennwerte z.B. aus der Tabelle für Beispielwerkstoffe.
14
Doege, E.; Breidohr, B. / EFB-Forschungsbericht Nr. 35: Untersuchungen zum Tiefziehen von Teilen mit unebenen Bodenformen / Europäische Forschungsgesellschaft für Blechverarbeitung e. V. / Hannover / 1988 / …
56
Zünkler, B. / Rechnerische WErfassung der Vorgänge beim Biegen im V-förmigen Gesenk / TH Stuttgart / Stuttgart / 1966 / …