Biegekraft I
16.7.1
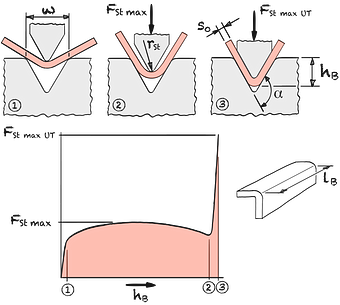
Abb. 1
V-Gesenkbiegen ① ② & Prägen ③
α Biegewinkel FSt Stempelkraft hB Biegehöhe lB Biegelänge s0 Blechdicke w Ziehweite
Gl. 1
Gl. 2
| Max. Stempelkraft | FSt max | = | kN | ||
| Biegearbeit | WB | = | J |
| Zugfestigkeit | Rm | = | MPa | |||
| Blechstärke | s0 | = | mm | |||
| Ziehweite | w | = | mm | |||
| Biegelänge | lB | = | mm | |||
| Biegehöhe | hB | = | mm | |||
| Mittelwertfaktor Biegen | mB | = |
Ber. 1
Höchstkraft FSt max Gesenkbiegen nach Oehler
Die Mittelwertfaktoren liegen ähnlich wie beim Tiefziehen zwischen 0,6...0,9.
Diese Beziehung erbrachte für Stahlbleche im Dickenbereich 0,5mm ≤ s0 ≤ 10mm und bei 5 ≤ w / s0 ≤ 20 und w / rst ≥ 5 mit experimentellen Befunden gut übereinstimmende Ergebnisse.19
Werkstoffkennwerte z.B. aus der Tabelle für Beispielwerkstoffe.
19
Lange / Umformtechnik Blechbearbeitung / Springer Verlag / Berlin / 1990 / 2. Auflage