Predraw
5.2
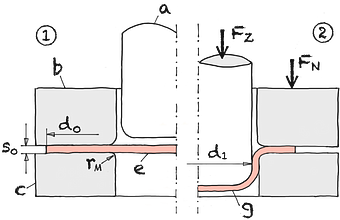
Fig. 1
Diagram of deep-drawing in predraw
① Inserting ② Forming a Punch b Sheet metal holder c Drawing die d0 Blank diameter d1 Punch blank diameter e Sheet metal blank f Sheet holder FN blankholderforce FZ Drawing drawing force g Hollow body rM Die radius s0 Sheet thickness
The term “deep drawing in predraw” refers to the forming of a flat blank with the initial diameter d0 into a hollow body g with a smaller inner diameter d1.
The sheet metal blank is firmly clamped between the sheet metal holder and the drawing die. By applying the drawing force Fz and the blankholderforce Fn, the sheet metal is formed into a hollow body g.
Eqn. 1
Eqn. 2
| Drawing force | Fz | = | kN | ||
| Tearing force | Fzb | = | kN |
| Diameter punch | d1 | = | mm | |||
| Sheet thickness | s0 | = | mm | |||
| Average work hardening | kfm | = | MPa | |||
| Draw ratio | β0 | = |
Calc 1
Drawing force of predraw8
The punch force in cylindrical draw depends on the following factors:258
- average work hardening kfm
- Drawing diameter d1
- Cutting diameter d0
- Material thickness s0
- Drawing form
- blankholder pressure pn
- Pulling speed
- Drawn edge rounding rM
- Gap width etc
- Lubricant & Friction
The tearing force Fzb represents the maximum transferable force in the frame. If the drawing force increases above this value, the frame tear.
8
Oehler; Kaiser / Schnitt-, Stanz- und Ziehwerkzeuge / Springer Verlag / Berlin / 1993 / 7. Auflage
25
Semmlinger, E.; Hellwig, W. / Spanlose Fertigung: Schneiden-Biegen-Ziehen / Vieweg Fachbücher / … / 1990 / 4. Auflage