Bending force I
16.7.1
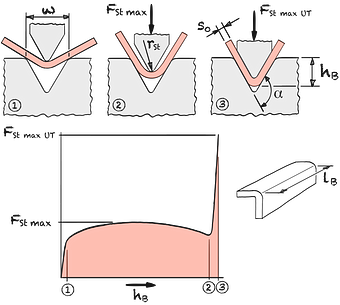
Fig. 1
V-die bending ① ② & embossing ③
α Bending angle FSt Punch force hB Bending height lB Bending length s0 Sheet thickness w Drawing width
Eqn. 1
Eqn. 2
| Max. punch force | FSt max | = | kN | ||
| Bending work | WB | = | J |
| Tensile strength | Rm | = | MPa | |||
| Sheet thickness | s0 | = | mm | |||
| Draw distance | w | = | mm | |||
| Bending length | lB | = | mm | |||
| Bend height | hB | = | mm | |||
| Mean factor bending | mB | = |
Calc 1
Maximum force FSt max die bending according to Oehler
Similar to deep drawing, the mean factors are between 0.6...0.9.
For steel sheets in the thickness range 0.5mm ≤ s0 ≤ 10mm and with 5 ≤ w / s0 ≤ 20 and w / rst ≥ 5, this relationship yielded results that corresponded well with experimental findings.19
Material parameters eg from the table for sample materials.
19
Lange / Umformtechnik Blechbearbeitung / Springer Verlag / Berlin / 1990 / 2. Auflage