Bending force II
16.7.2
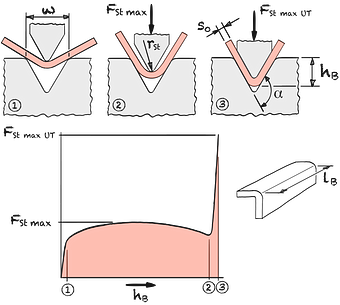
Fig. 1
V-die bending ① ② & embossing ③
α Bending angle FSt Punch force hB Bending height lB Bending length s0 Sheet thickness w Drawing width
Eqn. 1
Eqn. 2
| Max. punch force | FSt max | = | kN | ||
| Bending work | WB | = | J |
| Bending length | lB | = | mm | |||
| Die width | w | = | mm | |||
| Sheet thickness | s0 | = | mm | |||
| Tensile strength | Rm | = | MPa | |||
| Yield strength | Rp 0,2 | = | MPa | |||
| Uniform elongation | Agl | = | % | |||
| Bend height | hB | = | mm | |||
| Mean factor bending | mB | = |
Calc 1
Maximum force FSt max according to Zünkler56
Similar to deep drawing, the mean factors are between 0.6...0.9.
The calculation is to be applied to bending angles α ≥ 54°.
The advantage of this calculation is that the material properties yield point, tensile strength and uniform elongation, which have a special influence on the bending behavior, are taken into account.56
Material parameters eg from the table for sample materials.
14
Doege, E.; Breidohr, B. / EFB-Forschungsbericht Nr. 35: Untersuchungen zum Tiefziehen von Teilen mit unebenen Bodenformen / Europäische Forschungsgesellschaft für Blechverarbeitung e. V. / Hannover / 1988 / …
56
Zünkler, B. / Rechnerische WErfassung der Vorgänge beim Biegen im V-förmigen Gesenk / TH Stuttgart / Stuttgart / 1966 / …