Embossing force bending
16.7.4
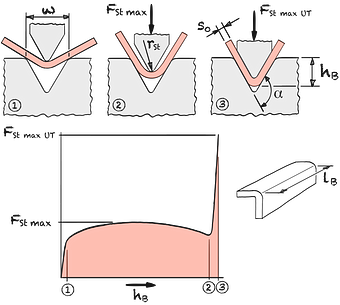
Fig. 1
V-die bending ① ② & embossing ③
α Bending angle FSt Punch force hB Bending height lB Bending length s0 Sheet thickness w Drawing width
Eqn. 1
Eqn. 2
| Maximum punch force UT | FSt max UT | ≥ | kN | ||
| Bending factor | c | = |
| Bending length | lB | = | mm | |||
| Sheet thickness | s0 | = | mm | |||
| Tensile strength | Rm | = | MPa | |||
| Yield strength | Rp 0,2 | = | MPa | |||
| Uniform elongation | Agl | = | % | |||
| Punch radius | rSt | = | mm | |||
| Coefficient of friction | μ | = | ||||
| Bending angle | α | = | ° |
Calc 1
Maximum punch force in UT**
Material characteristics, e.g. from the table for example materials.
Friction values see friction value table or Friction & Tribology.